EN
EN AR
AR FR
FR DE
DE HI
HI IT
IT JA
JA KO
KO PT
PT RU
RU ES
ES ID
ID LV
LV VI
VI HU
HU MS
MS GA
GA BE
BE YI
YI EU
EUTungsten Alloy Processing Solutions
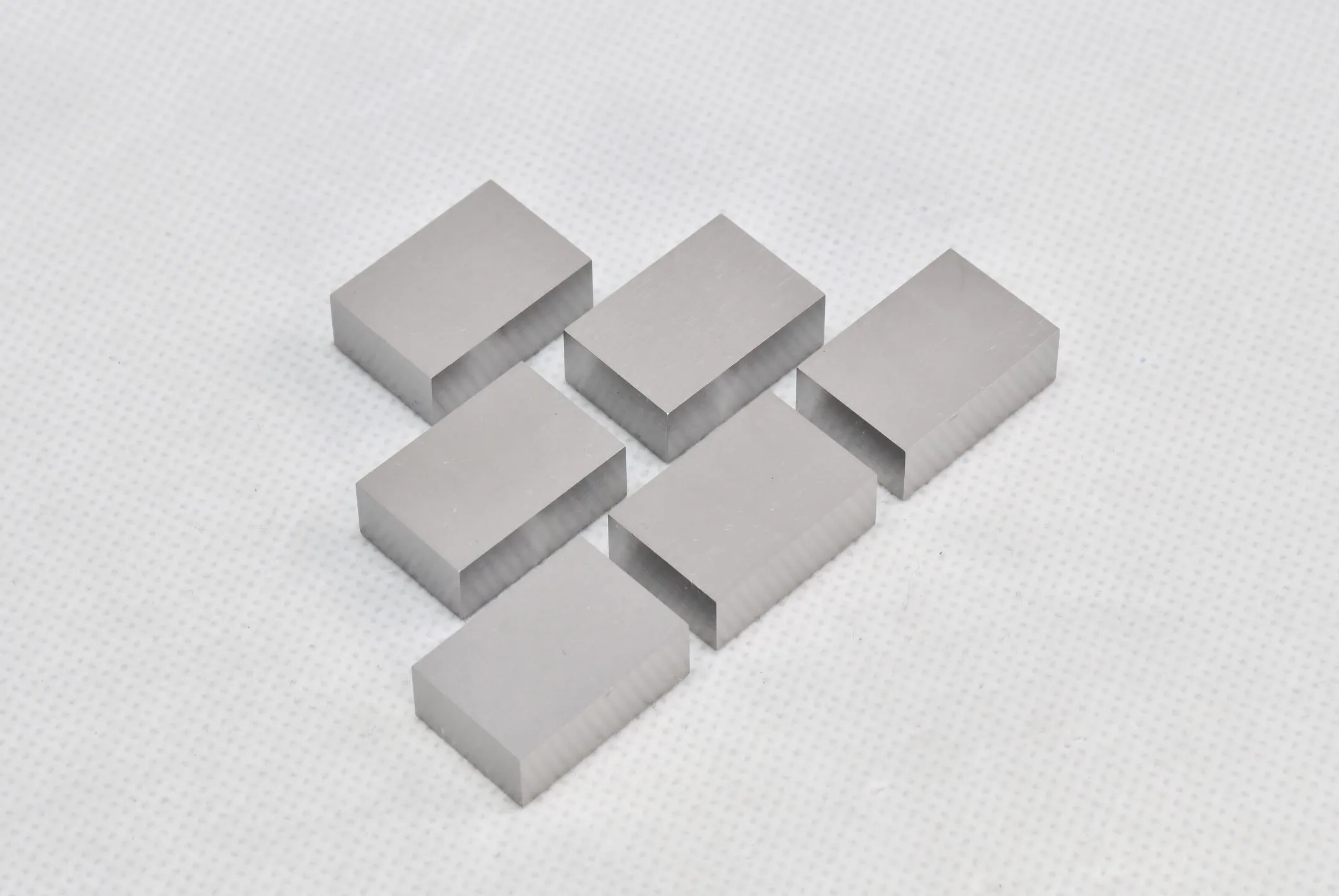
Tungsten Alloy
Tungsten alloy refers to a high-density, high-hardness material made primarily of tungsten with the addition of other metal elements.
(1) Reasons for Tool Sticking
1. Tungsten alloy easily causes tool sticking due to its high hardness and high brittleness. During cutting, the temperature in the contact area between the tool and the workpiece can reach 500-700°C, making the material more brittle at high temperatures, which leads to tool sticking.
2. During the cutting process, tungsten alloy tends to produce hard particles, which increase tool wear and adhesion, further exacerbating tool sticking.
(2) Key Points of Concern
1. Nickel-Tungsten Alloy: It has high hardness and high density, and cutting it generates high temperatures, leading to severe tool sticking.
2. Copper-Tungsten Alloy: It has good thermal conductivity, but the presence of hard particles during cutting makes it prone to tool sticking.
3. Iron-Tungsten Alloy: It has excellent mechanical properties, but it is prone to tool sticking during high-temperature cutting.
(3) Effective Countermeasures
1. Tool Material: Use ultra-fine grain carbide tools (grain size of 0.2-0.5 microns) or cubic boron nitride (CBN) tools to enhance wear resistance and anti-adhesion properties.
2. Tool Coating: Choose tools with aluminum titanium nitride (AlTiN) or diamond coatings to improve heat resistance and reduce adhesion.
3. Cutting Parameters: Cutting speed of 50-100 meters per minute, feed rate of 0.1-0.3 mm/tooth, maintaining moderate cutting speed and feed rate to reduce heat accumulation.
4. Coolant Selection: Use efficient coolants suitable for tungsten alloy processing, such as Total Valona GR7003 or BP Ridium 2000.
5. Cutting Oil Selection: Use cutting oils with high extreme pressure additives, such as Mobil Mobilmet 760 or Fuchs ECOCUT 10 LE.
6. Tool Geometry: Control the cutting edge radius to 0.02-0.04 mm to ensure tool sharpness and reduce cutting resistance. The cutting edge should remain smooth to reduce material adhesion.
7. Technical Advice: Check tool sharpness every 10-20 minutes during cutting to maintain sharpness; use low-temperature cooling methods, such as cold air cooling, to keep the cutting area temperature low.
8. Coolant Injection: Use high-pressure coolant injection to ensure the coolant fully covers the cutting area, reducing cutting temperature and friction.
### Tungsten Alloy Processing Solutions (Continued)
9. Cutting Fluid Application: Ensure the cutting fluid is applied consistently and adequately to the cutting zone to maintain low temperatures and reduce friction.
10. Tool Path Optimization: Optimize the tool path to minimize rapid temperature changes and mechanical stresses, which can lead to tool wear and sticking.
11. Periodic Maintenance: Regularly inspect and maintain tools and machines to ensure they are in optimal condition for processing tungsten alloys.
12.Material Handling: Handle tungsten alloy materials with care to avoid introducing contaminants that could affect the cutting process.
13. Training and Expertise: Ensure that operators are well-trained in handling tungsten alloys and are aware of the specific challenges and solutions associated with its machining.
By implementing these countermeasures, it is possible to improve the efficiency and quality of tungsten alloy machining, reduce tool wear, and mitigate the issue of tool sticking.
,